

西门子MM440变频器6SE6440-2UC34-5FA1 西门子MM440变频器6SE6440-2UC34-5FA1
浔之漫智控技术有限公司 长期低价销售西门子PLC,200,300,400,1200,西门子PLC附件,西门子电机,西门子人机界面,西门子变频器,西门子数控伺服,西门子总线电缆现货供应,欢迎来电咨询系列产品,折扣低,货期准时,并且备有大量库存.长期有效
)是从事西门子工业自动化产品销售和系统集成的高新技术企业。在西门子工控领域,公司以精益求精的经营理念,从产品、方案到服务,致力于塑造一个“”品牌,以实现可持续的发展。
多年以来,公司坚持“以客户为本,与客户共同发展”的思想,全力以赴为工矿用户、设计单位、工程公司提供高性价比、高稳定性、高可靠性的整体解决方案。“我们不仅仅销售优质的产品”是公司每个员工的工作信条,在为客户提供产品和方案的过程中,我们愿意倾听客户,和客户共同完善,不断提高服务质量,超越客户的期望。以此为基础,我们追求客户、厂商和员工三方的共赢。
本公司与德国SIEMENS公司自动化与驱动部门的长期紧密合作过程中,建立了良好的相互协作关系,在自动化产品与驱动产品业务逐年成倍增长,为广大用户提供了SIEMENS的新的技术及自动控制的佳解决方案。
从事工业自动化科技领域内的技术开发、技术咨询、技术服务,气动元件,电机配件,水处理设备,电力设备,电子元器件,仪器仪表,仪器设备,传感器,电机,电控设备,五金机电,工业自动化控制设备,家用电器,工具刃具,电线电缆,机械设备及配件,电器成套设备销售
SIEMENS可编程控制器
西门子数控系统产品种类
西门子数控系统是西门子集团旗下自动化与驱动集团的产品,西门子数控系统SINUMERIK发展了很多代。目前在广泛使用的主要有802、810、840等几种类型。
用一个简要的图表对西门子各系统的定位作描述如下: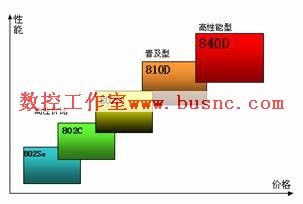
西门子各系统的性价比较
1) SINUMERIK 802D
具有免维护性能的SINUMERIK802D,其核心部件 - PCU (面板控制单元)将CNC、PLC、人机界面和通讯等功能集成于一体。可靠性高、易于安装。
SINUMERIK802D可控制4个进给轴和一个数字或模拟主轴。通过生产现场总线PROFIBUS将驱动器、输入输出模块连接起来。
模块化的驱动装置SIMODRIVE611Ue配套1FK6系列伺服电机,为机床提供了全数字化的动力。
通过视窗化的调试工具软件,可以便捷地设置驱动参数,并对驱动器的控制参数进行动态。
SINUMERIK802D集成了内置PLC系统,对机床进行逻辑控制。采用标准的PLC的编程语言Micro/WIN进行控制逻辑设计。并且随机提供标准的PLC子程序库和实例程序,简化了制造厂设计过程,缩短了设计周期。
2) SINUMERIK 810D
在数字化控制的领域中,SINUMERIK 810D次将CNC和驱动控制集成在一块板子上。
快速的循环处理能力,使其在模块加工中独显威力。
SINUMERIK 810D NC软件选件的一系列突出优势可以帮助您在竞争中脱颖而出。例如提前预测功能,可以在集成控制系统上实现快速控制。
另一个例子是坐标变换功能。固定点停止可以用来卡紧工件或定义简单参考点。模拟量控制控制模拟信号输出;
刀具管理也是另一种功能强大的管理软件选件。
样条插补功能(A,B,C样条)用来产生平滑过渡;压缩功能用来压缩NC记录;多项式插补功能可以提高810D/810DE运行速度。
温度补偿功能保证您的数控系统在这种高技术、高速度运行状态下保持正常温度。此外,系统还为您提供钻、铣、车等加工循环。SINUMERIK 840D
3) SINUMERIK 840D
SINUMERIK 840D数字NC系统用于各种复杂加工,它在复杂的系统平台上,通过系统设定而适于各种控制技术。840D与SINUMERIK_611数字驱动系统和SIMATIC7可编程控制器一起,构成全数字控制系统,它适于各种复杂加工任务的控制,具有优于其它系统的动态品质和控制精度。
很多人可能都有下面的疑问:
1)状态字中的检测位到底有什么作用?它与编程有关吗?
2)程序段的条逻辑运算指令实际上作了什么操作?
S7-300/400的状态字(Status word)的低位为检测位FC,该位的为0状态表示一个梯形图逻辑程序段的开始,或指令为逻辑串(即串并联电路块)的条指令。在逻辑串指令执行过程中该位为1,输出指令(=、R、S)或与RLO(逻辑运算结果)有关的跳转指令将该位清零,表示一个逻辑串的结束。
请看下面的程序段,它将两条串联电路(逻辑串)并联后,控制Q4.2的线圈,逻辑表达式为I0.4*I0.7+I0.6*/I0.5=Q4.2(/I0.5对应于I0.5的常闭触点)。执行条指令“A I0.4”时检测位为0,表示程序段开始。执行指令“A I0.6”时检测位为0,表示第二条串联电路开始。执行“=”指令之后,检测位被清零。
查阅手册,对A指令的描述如下:检查寻址位的状态是否为1,并将测试结果与RLO进行“与”运算。
执行条A指令时,它到底做了什么操作?
1)显然它不会将I0.4的二进制值与前一个程序段执行完后的RLO进行“与”运算,本程序段与前一程序段之间“井水不犯河水”。
2)“与”运算需要两个变量参与,条A指令执行完后只有一个位变量I0.4的值,不可能作“与”运算,就像只有一个人不能结婚一样。
将上面的条A指令改为“O I0.4”或“X I0.4”指令(“或”运算或“异或”运算指令),前两条指令的“与”运算执行的结果相同。这说明前两条指令实际执行的是什么逻辑运算取决于第二条指令,而与条指令(A、O或X)无关。
实际上,程序段的条指令或逻辑串的条指令并不执行什么逻辑运算,条A、O、X指令只是将指令中的位变量的值传送到RLO,条AN、ON、XN指令将指令中的位变量的值作“非”运算后传送到RLO。
操作系统在执行程序的时候,判断检测位的值,其值为0时,就知道该指令是程序段的条指令或逻辑串的条指令,然后完成上述的操作。检测位与用户程序没有直接的关系。
别的PLC(包括S7-200)几乎都用LD和LDN(或LD NOT、LDI)指令来表示一个程序段或逻辑串的开始。S7-300/400因为没有类似的指令,所以用检测位来检测一个程序段或逻辑串的开始。
- 西门子MM440变频器6SE6440-2UC33-7FA1 2024-10-22
- 西门子MM440变频器6SE6440-2UC33-0FA1 2024-10-22
- 西门子MM440变频器6SE6440-2UC32-2EA1 2024-10-22
- 西门子MM440变频器6SE6440-2UC31-8EA1 2024-10-22
- 西门子MM440变频器6SE6440-2UC31-5DA1 2024-10-22
- 西门子MM440变频器6SE6440-2UC31-1DA1 2024-10-22
- 西门子MM440变频器6SE6440-2UC27-5DA1 2024-10-22
- 西门子MM440变频器6SE6440-2UC25-5CA1 2024-10-22
- 西门子MM440变频器6SE6440-2UC24-0CA1 2024-10-22
- 西门子MM440变频器6SE6440-2UC23-0CA1 2024-10-22
- 西门子MM440变频器6SE6440-2UC22-2BA1 2024-10-22
- 西门子MM440变频器6SE6440-2UC21-5BA1 2024-10-22
- 西门子MM440变频器6SE6440-2UC21-1BA1 2024-10-22
- 西门子MM440变频器6SE6440-2UC17-5AA1 2024-10-22
- 西门子MM440变频器6SE6440-2UC15-5AA1 2024-10-22
联系方式
- 电 话:18717946324
- 联系人:占雪芬
- 手 机:18717946324
- 微 信:18717946324














