
沧州西门子PLC模块中国代理商
我公司是西门子签约代理商备有大量西门子产品浔之漫智控技术(上海)有限公司:西门子授权代理商
现货库存;大量全新库存,款到48小时发货,无须漫长货期
西门子PLC(S7-200、S7-200 SMART、S7-300、S7-400、S7-1200、S7-1500、ET200S、ET200M、ET200SP)、触摸屏、变频器、工控机、电线电缆、仪器仪表等,产品选型、询价、采购,敬请联系,浔之漫智控技术(上海)有限公司
炼钢和烧结希看生石灰的质量及CaO含量越高越好。石灰竖炉生产过程同高炉炼铁一样上料正确、布料均匀,焦炭、石灰石配比公道,是烧出好石灰的关键所在,同时要求配合公道的排灰时间。靠人工上料、配料、布料及排灰的方式远远不能满足以上要求,严重制约着生石灰产品质量的进步。针对这一情况对钢1#、钢2#石灰竖炉进行改造,引进三菱FX2N——128MR可编程序控制器,同时将风机电机及上料电机都采用变频器控制,使风量大小可根据炉温料位高低,料密度大小任意调节,改变了原来风量大小靠调节管道阀门因控制不**而出现过烧或欠烧的情况,达到了科学控制的目的。
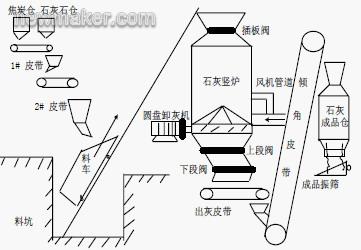
图1 石灰竖炉工艺流程图
1 控制系统设计
本控制系统采用的三菱FX2N——128MR可编程序控制用具有0—77点输进和0—77点输出,采用FX—20P型便携式简易编程器,HPP本体内附8K步程序存储器(FX-EEPROM—8),用超级电容器作断电后备,具有性能可靠、程序编写调试方便、快捷等特点。本控制系统程序先用梯形图设计,然后用编程器转换成程序语句,输进可编程序控制器中调试好后即完玉成部工作。
在系统设计过程中,根据石灰竖炉生产工艺流程(图1)和上料要求,将自动控制部分划分为:1#、2#供料;1#、2#上料;1#、2#卸灰及公共卸灰等7部分,各部分互联为一体。
1.1 钢1#炉供料PLC系统设计
钢1#炉供料PLC梯形图如图2所示。图中,X21为料车到底(主令)发料信号,X22为1#皮带开车信号(1KM 常开辅助触点),X23为2#皮带开车信号(1KM 常开辅助触点),T4为给焦时间(调节给焦量),T5为给石时间(调节给石量),T6设定时间为T1+T2+T4或T5(取大值)+15 s(皮带输送完料时间),T7为延时振石以便和焦炭同步下到料车里时间。
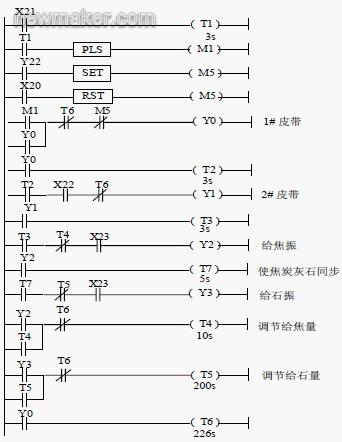
图2 钢1#炉供料PLC梯形图
钢1#炉供料PLC部分自动过程如下:
料车到底(X21),延时3s (T1)开1#皮带(Y0),再延时3s (T2)开2#皮带(Y1),再延时3s (T3)振焦炭(Y2),振焦后延时5s (T7)振石(Y3)。
1.2 钢1#炉上料PLC系统设计
钢1#炉上料PLC梯形图如图3所示,图中,T21为料车下降超时保护,T22为料车上升超时保护,T24为料车上升行程到四分之三处所用时间,T25为插板阀开启过程时间,X1为插板阀开到位信号,X20为车到顶信号(离开消失),X21为车到底信号(离开消失),X22为1#皮带开信号,X31为开插板信号(来自卷扬主令)。
钢1#炉上料PLC部分自动过程如下:
卸灰部分上段阀关到位后(T34),料车开始上升(Y22),延时65s(T22)(或料车上升到第一减速(X31)时),开炉顶插板阀(Y23),预备下料。料车到顶(X20)延时3s(T20)料车自动下降(Y21),料车下降炉顶插板阀关回(Y23)。另外,为了避免炉顶,假如插板阀5s(T25)后仍未开到位(X1),则自动停卷扬(Y22),防止炉顶溢料。
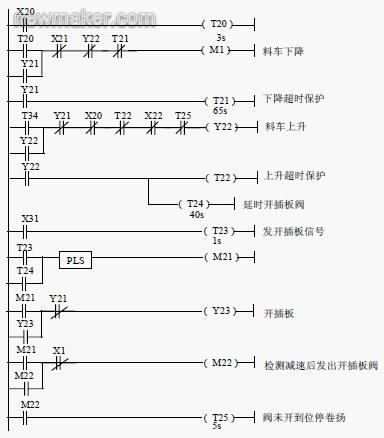
图3 钢1#炉上料PLC梯形图
(1) S7-200在扫描循环中完成一系列任务。任务循环执行一次称为一个扫描周期。S7-200的工作过程如图4所示。在一个扫描周期中,S7-200主要执行下列五个部分的操作:
(Ⅰ)读输入:S7-200从输入单元读取输入状态,并存入输入映像寄存器中。
(Ⅱ)执行程序:CPU根据这些输入信号控制相应逻辑,当程序执行时刷新相关数据。程序执行后,S7-200将程序逻辑结果写到输出映像寄存器中。
(Ⅲ)处理通讯请求:S7-200执行通讯处理。
(Ⅳ)执行CPU自诊断:S7-200检查固件、程序存储
器和扩展模块是否工作正常
(Ⅴ)写输出:在程序结束时,S7-200将数据从输出映像寄存器中写入把输出锁存器,*后复制到物理输出点,驱动外部负载。
(2)、S7-200 CPU的工作模式

S7-200有两种操作模式:停止模式和运行模式。CPU面板上的LED状态灯可以显示当前的操作模式。
在停止模式下,S7--200不执行程序,您可以下载程序和CPU组态。在运行模式下,S7-200将运行程序。
S7-200提供一个方式开关来改变操作模式。您可以用方式开关(位于S7-200前盖下面)手动选择操作模式:当方式开关拨在停止模式,停止程序执行;当方式开关拨在运行模式,启动程序的执行;也可以将方式开关拨在TERM(终端)(暂态)模式,允许通过编程软件来切换CPU的工作模式,即停止模式或运行模式。
如果方式开关打在STOP或者TERM模式,且电源状态发生变化,则当电源恢复时,CPU会自动进入STOP模式。如果方式开关打在RUN模式,且电源状态发生变化,则当电源恢复时,CPU会进入RUN模式
(1)安装方式
S7-200的安装方法有两种:底板安装和DIN导轨安装。底板安装是利用PLC机体外壳四个角上的安装孔,用螺钉将其固定在底版上。DIN导轨安装是利用模块上的DIN夹子,把模块固定在一个标准的DIN导轨上。导轨安装既可以水平安装,也可以垂直安装。
(2)安装环境
PLC适用于工业现场,为了保证其工作的可靠性,延长PLC的使用寿命,安装时要注意周围环境条件:环境温度在0~55℃范围内;相对湿度在35%~85%范围内(无结霜),周围无易燃或腐蚀性气体、过量的灰尘和金属颗粒;避免过度的震动和冲击;避免太阳光的直射和水的溅射。
(3)安装注意事项
除了环境因素,安装时还应注意:PLC的所有单元都应在断电时安装、拆卸;切勿将导线头、金属屑等杂物落入机体内;模块周围应留出一定的空间,以便于机体周围的通风和散热。此外,为了防止高电子噪声对模块的干扰,应尽可能将S7-200模块与产生高电子噪声的设备(如变频器)分隔开。
(1)每个高速计数器都有一个32位当前值和一个32位预置值,当前值和预设值均为带符号的整数值。要设置高速计数器的新当前值和新预置值,必须设置控制字节(表6-7),令其第五位和第六位为1,允许更新预置值和当前值,新当前值和新预置值写入特殊内部标志位存储区。然后执行HSC指令,将新数值传输到高速计数器。当前值和预置值占用的特殊内部标志位存储区如表1所示。
表1 HSC0-HSC5当前值和预置值占用的特殊内部标志位存储区

除控制字节以及新预设值和当前值保持字节外,还可以使用数据类型HC(高速计数器当前值)加计数器号码(0、1、2、3、4或5)读取每台高速计数器的当前值。因此,读取操作可直接读取当前值,但只有用上述HSC指令才能执行写入操作。
(2)执行HDEF指令之前,必须将高速计数器控制字节的位设置成需要的状态,否则将采用默认设置。默认设置为:复位和起动输入高电平有效,正交计数速率选择4×模式。执行HDEF指令后,就不能再改变计数器的设置,除非CPU进入停止模式。
(3)执行HSC指令时,CPU检查控制字节和有关的当前值和预置值
 请联系我们询价
请联系我们询价- 请联系我们询价
- 请联系我们询价
- 请联系我们询价
- 请联系我们询价
- 请联系我们询价
- 请联系我们询价
- 请联系我们询价
- 请联系我们询价
- 请联系我们询价

- 请联系我们询价
- 请联系我们询价
- 请联系我们询价
- 请联系我们询价
- 请联系我们询价
- 请联系我们询价
- 请联系我们询价
- 请联系我们询价
- 请联系我们询价
- 请联系我们询价