

西门子代理6ES7138-4DL00-0AB0
我公司主营西门子各系列PLC (S7-200 SMART S7-300 S7-400) 触摸屏 变频器 (MM系列 G120 G120C G110) 伺服 (V80 V60) 数控备件 (PCU50 NCU CCU 轴卡) 等 价格优势 产品为西门子原装正版产品 我公司售出的产品 按西门子标准质保 产品本身有质量问题 质保一年 公司秉承:以信待人 以诚待人 质量如生命 客户至上的经营理念 竭诚为您服务 您的肯定是我们大的动力 我们将期待与您长期持久的合作
在任一 ET200SP 的设备视图中右键单击接口模块,为了将已经配置的设备名称分配给ET200SP,在弹出的菜单中选择“分配设备名称"。
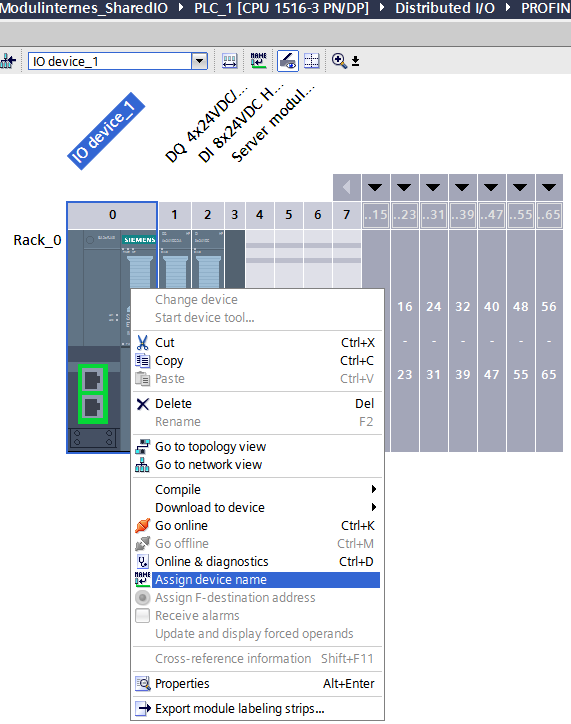
图. 10
在项目树中选择 S7-1500 CPU,将组态下载到S7-1500 CPU,在工具栏中点击“下载到设备"按钮。
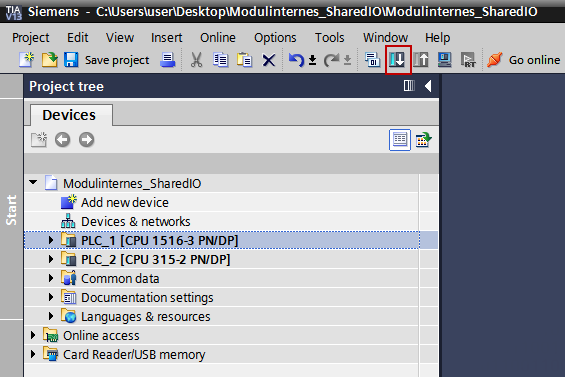
图. 11
电动机I2t过温
1.电动机过载
2.负载的“工作-停止"周期中,工作时间太长
无论是哪种过温,请检查以下各项:
1.负载的工作/ 停 机 周期必须正确
2.电动机的过温参数(P0626-P0628)必须正确
3.电动机的温度报警电平(P0604)必须匹配
如果P0601=0或1,请检查以下各项:铭牌数据是否正确(如果不执行快速调试)
等效回路的准确数据可以通过电动机参数自动检测(P1910=1)来得到电动机的重量(P0344)是否可靠
必要时应进行修改
如果使用的电动机不是西门子的标准电机,应通过参数P0626,P0627,P0628改变过温的标准值
如果P0601=2,请检查以下各项: r0035显示的温度值是否可靠传感器是否是KTY84(不支持其它的传感器)
A0512
电动机温度信号丢失
1.至电动机温度传感器的信号线断线
2.如果已检查出信号线断线,温度监控开关应切换到采用电动机的温度模型进行监控
A520
整流器过温
整流器的散热器温度超出报警值
请检查以下各项:
1.环境温度必须在允许限值以内
2.负载状态和“工作-停止"周期时间必须适当
3.变频器运行时,冷却风机必须正常转动
A521
运行环境过温
运行环境温度超出报警值
请检查以下各项
1.环境温度必须在允许限值以内
2.变频器运行时,冷却风机必须正常转动
3.冷却风机的进风口不允许有任何阻塞
A523
输出故障
输出的一相断线
可以对报警信号加以屏蔽
A0535
制动电阻发热
1.增加工作/停止周期P1237
2.增加斜坡下降时间P1121
A0541
电动机数据自动检测已激活
已选择电动机数据的自动检测(P1910)功能,或检测正在进行
A0542
激活速度控制的优化功能
速度控制优化功能(P1960)已选定或已投入运行
A0590
编码器反馈信号丢失的报警
从编码器来的反馈信号丢失,变频器切换到无传感器矢量控制方式运行
停止变频器,然后,
1.检查编码器的安装情况,如果没有安装编码器,应设定0400=0,并选泽SLVC运行方式(P1300=20 或22)
2.如果装有编码器,请检查编码器的选型是否正确(检查参数P0400的设定)
3.检查变频器与编码器之间的接线
4.检查编码器有*(选择P1300=0,使变频器在某一固定速度下运行,检查R0061的编码器反馈信号)
5.增加编码器信号丢失的门限值(P0492)
功能根据测量任务在机床坐标系或者工件坐标系中可能需要测量值。 例如:确定刀具长度在机床坐标系中可以带来益处。在工件坐标系中进行工件尺寸测量。 作为机床实际值,刀具参考点位置 F 在机床坐 标系中与机床零点 M一起显示。 作为工件实际值,刀具位置(激活的刀具)在工件坐标系中与工件零点 W 一起显示。如果工件测量头激活,一般情况下该位置在中点上与测量头球有 关。 零点偏移(NV)赋予机床上工件位置特征。 NV是机床坐标系中工件零点位置 W。 除了单纯偏移之外,在 NV 中还包括旋转、镜像和比例系数。该总合也称为框架。 SINUMERIK控制系统提供大量的框架:各种基本 框架,系统框架,可调框架(例如 G54),可编程框 架。这些一起组成一条框架链,由此得到终的总框架和工件坐标系。 测量循环不支持带有激活的比例系数的框架。在各循环,测量变量中也不支持旋转和镜像。 机床和工件坐标系可以分别在单位系统“英制"或“公制"中设置或者编程。


M = 机床零点 W = 工件零点 F =刀具参考点
- 西门子代理6ES7138-4DC01-0AB0 2024-11-30
- 西门子代理6ES7138-4DB03-0AB0 2024-11-30
- 西门子代理6ES7138-4DD01-0AB0 2024-11-30
- 西门子代理6ES7138-4DE02-0AB0 2024-11-30
- 西门子代理6ES7138-4DA04-0AB0 2024-11-30
- 西门子代理6ES7135-4GB52-0AB0 2024-11-30
- 西门子代理6ES7135-4MB02-0AB0 2024-11-30
- 西门子代理6ES7155-6AA00-0BN0 2024-11-30
- 西门子代理6ES7964-2AA04-0AB0 2024-11-30
- 西门子代理6GK7443-1GX30-0XE0 2024-11-30
- 西门子代理6GK7443-1EX30-0XE0 2024-11-30
- 西门子代理6GK7443-1EX20-0XE0 2024-11-30
- 西门子代理6GK7443-5DX04-0XE0 2024-11-30
- 西门子代理6ES7351-1AH01-0AE0 2024-11-30
- 西门子代理6ES7350-2AH01-0AE0 2024-11-30
联系方式
- 电 话:18717946324
- 联系人:占雪芬
- 手 机:18717946324
- 微 信:18717946324














